
激光打标的原理与激光毛化
激光打标很多客户与激光打印像混淆,激光打标是使用高能量激光直接按需要照射在材料本体.以改变材料的颜色来显示出需要的内容.也可称激光毛化、激光剥阳等称呼。很多客户是按照激光在材料上显示出来的效果来称谓。
激光表面毛化处理与激光打标原理分析
通过一定方式改变激光打标表面区域,使之与未打标区域形成视觉上的对照,激光标记具有重要的应用。
表面轮廓仪也许是测量相关数据最有名、应用最广泛的技术,因此,选用了该技术对激光处理进行初步评估。表面形态学对更普遍的表面特性与形状进行定性、定量描述,成像技术在这里更为有用。因而,选用了共聚焦激光扫描显微镜的二维和三维图像。
利用高峰值功率、亚纳秒光纤激光器加工裸铝材料的反射效果
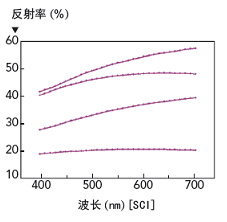
先进的分光光度计被广泛应用于量化表面颜色。通过对从可见光谱上的多点表面上的反射光进行分析能够实现这一目标,无论是否包含高光元素,都可形成反映各表面特性的独特反射曲线。这些仪器也被广泛用于测量表面的L*值或表面颜色的深浅。现在,这种技术是量化激光对各种消费品的打标效用时必不可少的工具。这些反射曲线和L*值被用来量化高峰值功率、短脉冲型光纤激光器在铝、铜和玻璃这三种具有挑战性的材料上的效用。
铝金属的激光表面毛化处理
对于铝质材料来说,其自然氧化层具有吸湿性,且厚度会随时间增大。所以,去除这层粗糙的受污染的氧化层,以暴露下层铝材,可能足以形成充足的对比度。另一个比较复杂的因素是,下层铝材的熔融或消融程度会显著影响标记的外观。
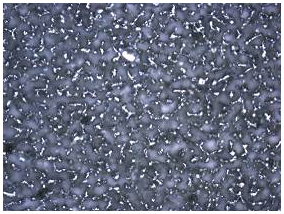
仔细调整激光器的参数,可以产生更为光亮的表面,以展现出对比度提高的熔融效果。通 过使用~1mJ的脉冲能量,可以在铝材上形成色泽较深、氧化程度高的表面,但是,如果想要获得低的L*值,同时又能够获得坚固的、非易碎型的表面,使得标记的外观不会随着观察角度的变化而改变,则需要对工艺进行仔细的控制。提高消融水平以形成微粗糙表面,也可以获得颜色更深、吸收性较高、L*值较大的表面 (图3)。所显示的表面尺寸均<10μm,表面粗糙度(Ra)远低于<5μm。
用5ns、75μJ的激光器处理的深灰色铝材表面,放大倍数:200X
从铝表面去除阳极化涂层是一种广泛使用的技术,相同的规则也适用于在基板上应用激光——熔融性强便意味着能够产生更具反射效果的表面。不管是裸铝材还是阳极化铝材,打标速度均达到1-2m/s的高水平。最近,已经开发出在特定阳极化涂层上的激光打标技术,使用低纳秒、亚纳秒光纤激光器可以获得<30 的L*值,尽管其打标速度比上述方式要低得多。
通过与抛光前的表面粗糙度对比,可以看出经激光处理表面的粗糙度差异(<1μmRa)。但表面结构更为复杂,表面区域得到了极大改善,从而形成了高吸收性表面。这从图4可以看出。
玻璃的激光表面毛化处理或打标
出乎意料的是,与用于铜质材料几乎相同的参数也可应用于无涂层硼硅酸盐玻璃上下层表面的打标。这进一步支持了有关非线性吸收是由于高峰值功率光纤激光器的影响而产生的假说。检查划片区,可以看到“龟裂”情况非常有限,裂纹<10μm,表面粗糙度<5μmRa。图6显示了低倍镜下的划线及非开裂 状况。
出乎意料的是,与用于铜质材料几乎相同的参数也可应用于无涂层硼硅酸盐玻璃上下层表面的打标。这进一步支持了有关非线性吸收是由于高峰值功率光纤激光器的影响而产生的假说。检查划片区,可以看到“龟裂”情况非常有限,裂纹<10μm,表面粗糙度<5μmRa。图6显示了低倍镜下的划线及非开裂 状况。
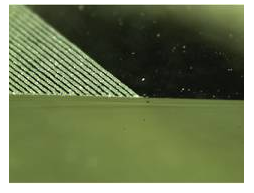
这个过程中最有趣的结果如图7所示。其中,玻璃表面的反射率可以通过改变扫描参数进行严密控制。
图7:经扫描速度为1–1.5m/s的150皮秒激光处理的无涂层硼硅酸盐玻璃的效果
讨论及总结
本文探索了如何量化激光打标和表面毛化处理,并使用这些技术对铝材进行激光打标。对更具挑战性的铜材和无涂层玻璃表面进行打标的技术表明,未来还将会有适用于范围更广泛的表面结构的工艺应用出现。
铜金属之间或与其它金属之间的激光焊接一直是低功率热传导焊接领域的一项难题,这是因为同时存在固有的高反射率和扩散系数,以及不一致的原生表面氧化层。事实表明,这种深色打标技术在焊接铜时,可以提高一致性。作为正在进行的研究的一部分,通过激光束来改善和